欢迎您访问
有限公司网站!
- 手机访问
- 网站地图|
 有限公司
有限公司
联系电话:136-4640-4444
公司邮箱:@qq.com
联系地址:山东省禹城市高铁新区产业园20号
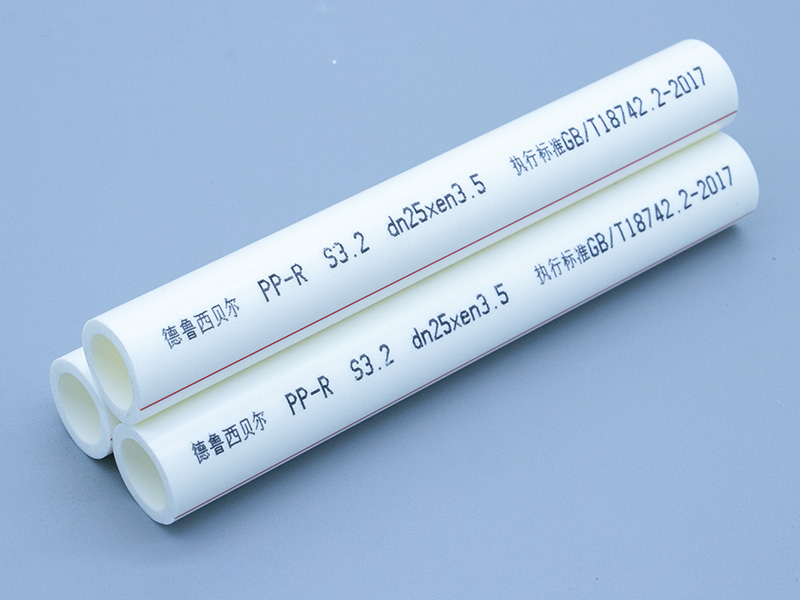
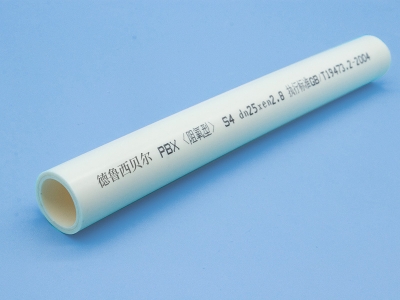
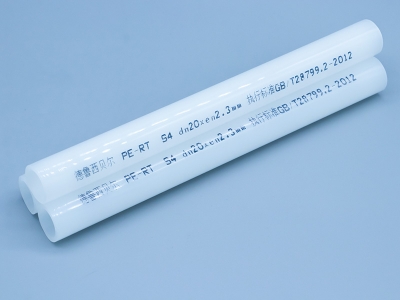
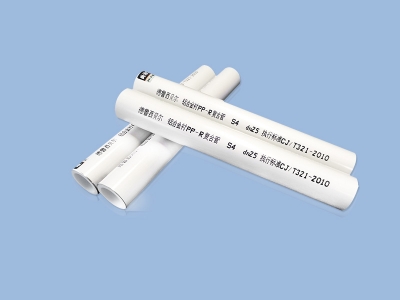
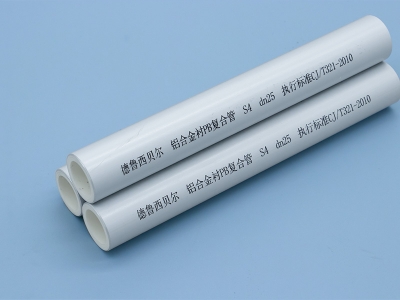
的良好性能受到许多消费者的喜爱,那么你知道铝合金衬塑管的生产过程是怎样的吗?

热熔机的基本要求。热熔机加热温度保持260℃±10℃温度范围,熔接时应使用厂家确认热熔头尺寸的热熔机,以免热熔温度和热熔头尺寸不同而影响产品的熔接质量。
加热熔热器。开始熔接前,应该把熔接热熔头用软布擦干净,应用无水酒精分别擦净(不应使用清洁剂)。接通熔接机电源,待加热指示灯熄灭后即可用于熔接操作。
切管。使用剥皮器按所需要的长度将管材切断,切管时,应将剥皮器围绕管材旋转,旋转的同时进刀,以防止将管材压扁。
划线。使用硬度大于2B的铅笔或炭化铅笔(不得使用油性水笔)在管材画出相应的插入距离。(Φ25为16mm、Φ20为15mm)
剥皮。使用剥皮器将管材压着后,将剥皮器手把方向右旋转90°(分两次完成,每次45°),将剥皮器旋转两圈后取下剥皮器即可,然后用割刀在铝合金管材管口或断口切开铝合金管(不可伤到内部塑料管材),再用剥去铝合金层。
清洁。每次开始熔接前,都应该对熔接模头、管材和管件的加热区域进行清洁。对熔接模头,应使用不起毛、不脱落的软纸或软布进行清洁,而且不应使用清洁溶剂。对管材和管件,还需用以上的软纸或软布上沾以浓度超过百分之九十四的无水酒精,充分湿润后分别擦净管材和管件的加热区域。产品经清洁后应避免再受工作环境的污染,更不再用手触及已清洁的区域。
版权声明:文章来源于www.fast-rs.com //www.fast-rs.com/gongsixinwen/332.html,转载请注明出处!
136-4640-4444
24小时联系热线
在线咨询
扫描快速微信联系